


Använda WEST SYSTEM
Förbehandling
Framgångsrik limning, spackling eller applicering av glasfiberväv beror inte enbart på epoxins styrka, utan även på hur väl
epoxin fäster mot ytan i fråga. Såvida du inte limmar på delvis härdad epoxi, beror limningens styrka på epoxins förmåga att mekaniskt ‘tränga in’ i ytan.
De tre stegen av förbehandling
Förbehandling för olika material
De tre stegen av förbehandling
De tre stegen av förbehandling som beskrivs nedan utgör således en väsentlig del av varje limning.
För att få god vidhäftning måste den yta som ska limmas vara:
1. Ren
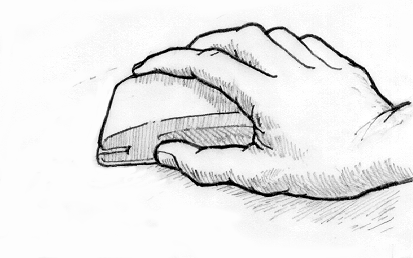
Limningsytor måste vara fria från föroreningar som fett, olja, vax eller mögel. Du rengör förorenade ytor med WEST SYSTEM 850 Rengöringsförtunning eller aceton av god kvalitet (Figur 6). Torka av ytan med rena pappershanddukar innan lösningsmedlet torkar. Rengör ytan innan du slipar den för att undvika att slipa in föroreningar i ytan. Iaktta gällande säkerhetsförebyggande åtgärder när du arbetar med lösningsmedel.

Figur 6 Rengör ytan. Avänd vid behow WEST SYSTEN 850 Rengöringsförtunning alt. aceton för att avlägsna föroreningar.
2. Torr
Alla ytor som ska limmas måste vara så torra som möjligt för att ge bästa vidhäftning. Påskynda torkningsprocessen vid behov genom att värma den yta som ska limmas med en värmepistol, hårtork eller värmelampa (Figur 7). Använd fläktar för att cirkulera luften i trånga eller utrymmen med dålig ventilation. Uppmärksamma risk för kondens när du arbetar utomhus eller när omgivningstemperaturen ändras.

Figur 7 Torka ytan. Låt ytan torka helt eller påskynda torkning med hjälp av värmepistol eller fläkt.
3. Slipad
Slipa noggrant hårda träslag och icke-porösa ytor med 80 slippapper för att ge epoxin ett bra mekaniskt ‘grepp’ (Figur 8). Se till att den yta som ska limmas är fast. Avlägsna lösa flagor, kritningar, blåsor eller gamla färgrester innan du slipar. Avlägsna allt slipdamm efter slipningen.
Det går inte att övervärdera betydelsen av råden ovan. Starka och långlivade limfogar med god vidhäftning kräver rena, torra och noggrant slipade ytor.
Figur 8 Slipa icke-porösa ytor. Skapa en ystruktur som epoxin kan tränga in i.
Avlägsna epoxi
Avlägsna ohärdad epoxi. Skrapa bort så mycket material som möjligt från ytan med hjälp av en hård metall- eller plastskrapa. Värm epoxin för att minska dess viskositet. Rengör spillet med WEST SYSTEN 850 Rengöringsförtunning. (Följ säkerhetsföreskrifterna rörande lösningsmedel och se till att ventilationen är tillfredsställande). Låt lösningsmedlet dunsta bort innan du ytbehandlar. Efter att ha behandlat träytor med epoxi kan du förbättra vidhäftningen genom att borsta den våta epoxin längs med ådringen med en stålborste.
Avlägsna glasfiberväv som applicerats med epoxi. Värm epoxin med en värmepistol tills den mjuknar. Börja i ett litet område nära ett hörn eller en kant. Applicera värme tills du kan föra in en kittkniv eller en mejsel under väven. Fatta tag om kanten med en tång och lyft försiktigt upp väven samtidigt som du värmer den yta som just ska lyftas upp. På större ytor bör du skära glasfibern i remsor med en mattkniv och avlägsna dessa en och en. Den kvarvarande ytan kan ytbehandlas, eller så kan epoxin som finns kvar avlägsnas på följande sätt:
Avlägsna ytbehandling av härdad epoxi. Mjuka upp epoxin genom att värma den med en värmepistol. Värm upp en mindre yta och avlägsna det mesta av ytbehandlingen med en skrapa. Avlägsna det material som finns kvar genom att slipa ytan. Se till att ventilationen är tillfredsställande när du värmer upp epoxin.
Primär / sekundär vidhäftning
Primär vidhäftning bygger på en kemisk vidhäftning mellan två olika ytor. Exemplevis när man lägger flera lager glasfiberlaminat ‘vått i vått’ så härdas samtliga lager samman till ett homogent laminat. Epoxi som appliceras över delvis härdad epoxi binds kemiskt till denna och ger primär vidhäftning. Denna bindningsförmåga avtar i takt med att det tidigare epoxilagret härdar och man får istället sekundär vidhäftning.
Sekundär vidhäftning bygger på en mekanisk, snarare än en kemisk, vidhäftning till ett underlag. Limningen måste ‘gripa in’ i porerna eller risporna i ytan – en mikroskopisk version av en sinkfog. Korrekt förbehandling säkerställer vidhäftning av epoxin mot ytan.
Förbehandling för olika material
Härdad epoxi
En vaxliknande hinna (aminsvettning) kan förekomma på härdade epoxiytor. Detta är en restprodukt av härdningsprocessen som är mest påtaglig i kall och fuktig miljö. Vaxhinnan klibbar igen slippapper och gör ytan olämplig för vidare epoxiarbete eller övermålning, vaxhinnan är vattenlöslig och kan enkelt avlägsnas. Det är inte ovanligt att en vaxhinna bildas på härdade epoxiytor. Kraftig vaxhinna gör att ytan ser ut som den svettas, i detta läge bör den avlägsnas med 855 Cleaning Solution.
Avlägsna vaxhinnan genom att noggrant göra ren ytan med rent vatten och en slipkloss. Torka av ytan med rena pappersdukar innan vaxhinnan hinner torka på nytt. Mattslipa eventuella blanka fläckar med 80 slippapper.
Våtslipning tar även bort vaxhinnan. Om peel ply appliceras över en färsk epoxiyta avlägsnas vaxhinnan tillsammans med peel ply när denna rivs bort från den härdade epoxin. Då behövs ej ytterligare slipning.
På epoxiytor som fortfarande är klibbiga, dvs. inte helt härdade, kan du arbeta vidare med epoxi (s.k. ‘vått-i-vått’-tekniken) utan tvättning eller slipning. Om du skall måla över epoxiytan med t. ex. färg, fernissa, gelcoat etc, måste epoxiytan få härda helt innan du tvättar, slipar och rengör på nytt. Följ de anvisningar som färgtillverkaren ger.
Ädelträ/hårda träslag
Slipa noggrant med 80 slippapper och avlägsna slipdammet före ytbehandlingen.
Teak/feta träslag
Torka ren ytan med WEST SYSTEM 950 Rengöringsförtunning eller ren aceton av god kvalitet. Slipa med 80 slippapper när lösningsmedlet har avdunstat. Avlägsna slipdammet och torka rent den slipade ytan med lösningsmedel. Se till att lösningsmedlet har avdunstat innan du påbörjar arbetet, men påbörja arbetet inom 15 minuter efter att lösningsmedlet har dunstat bort.
Porösa/mjuka träslag
Ingen specialbehandling behövs, men man bör slipa med ett mellangrovt slippapper för att öppna porerna och rugga upp ytan. Avlägsna allt damm.
Metall
Alla tidigare ytbehandlingar och föroreningar, t.ex. rost, måste avlägsnas från metallen. Rengör ytan genom grovslipning med 80 slippapper eller sandblästring Sa 2,5 och därefter avfettning. Vi rekommenderar etsprimer för icke-järnmetaller. Nedan följer rekommendationer för vanliga metaller vid båtbyggen:
- Järn – Ta bort alla föroreningar så att den blanka metallen syns genom att avfetta och slipa noggrant (sandblästra helst). Applicera epoxi så snart om möjligt – inom 4 timmar efter att ytan har förbehandlats.
- Rostfritt stål – Avfetta ytan och slipa noggrant (sandblästra helst) så att den rena metallen syns. Applicera epoxi så snart som möjligt – inom 4 timmar efter att ytan har förbehandlats. Våtslipa sedan epoxyn in i ytan. Applicera nästa lager då första lagret gelat.
- Aluminium – Icke-eloxerade material måste avfettas och noggrant slipas eller behandlas med etsande primer för aluminium.
- Eloxerade aluminium och eloxerade aluminiumlegeringar – skall limmas så snart som möjligt efter avfettning och slipning (inom 30 minuter).
- Hårdeloxerade aluminiumlegering – måste blästras rena eller behandlas med etsande primer för aluminium.
Polyester/glasfiberarmerad plast GAP
Avlägsna föroreningar med WEST SYSTEM 850 Rengöringsförtunning eller aceton av god kvalitet. Slipa noggrant med 80 slippapper tills ytan blir matt, och avlägsna slipdammet.
Ferrocement
Alla tidigare färglager och ytbehandlingar måste avlägsnas genom våtslipning, vilket är mildare än torrslipning och skonsamt mot ytan. Om separationsskikt eller rost från armeringsstängerna syns efter slipning måste du tvätta med utspädd saltsyra – helst färskt vatten med 4 – 5 % saltsyra. Spola noggrant med vatten och låt ytan torka helt innan du behandlar den.
Cement
Alla tidigare ytbehandlingar måste avlägsnas, borsta ytan med hård stålborste. Avlägsna allt slipdamm och skräp innan du ytbehandlar.
Plast
Varierande vidhäftning. Om en plast är ogenomtränglig för lösningsmedel som aceton, så binder/vidhäftar epoxy i allmänhet inte. Mjuka, flexibla plaster som polyeten, polypropylen, nylon och plexiglas hör till denna kategori. Hård, styv plast som PVC, ABS, polykarbonat och styren ger bättre vidhäftning vid bra utförd ytbehandling och tillräckligt stort bindningsområde. Efter slipning kan ytorna värmas med en brännare (genom att snabbt passera lågan från en brännare över ytan utan att smälta plasten) och det kan förbättra bindningen i vissa plaster.
Det är en bra idé att göra ett vidhäftningsprov på någon plast (eller något annat material) som du är osäker på.
För bästa resultat när man arbetar med plast, använd WEST SYSTEM G/Flex epoxy.
